固体饮料结块原因和解决方式
□ 范珺 济南兰光机电技术有限公司
从一款叫“麦乳精”的即冲饮品出现,“固体饮料”开始进入人们的视线。随着产品的日益丰富,从速溶咖啡、果汁冲剂到奶茶粉……固体饮料因“便利且美味”的特点逐渐融入人们的日常休闲生活。但是从消费者的反馈体验中不难发现,保质期内结块是固体饮料被投诉的重灾区。
1 固体饮料结块主因——糖的吸湿性
初峰等人在对固体枣粉饮料抗结块问题的研究中,通过观察枣粉结晶样品的微观结构发现,当相对湿度从11%上升到33%时样品开始团聚;当相对湿度升到58%~75%之间时,样品表面变得非常粗糙,大量颗粒粘结成块。这一过程中,糖的结晶化现象非常明显,形成了粗颗粒的糖晶体。因此,固体饮料结块现象的发生主要源于物料的吸湿性,更准确的说,是物料中糖类的吸湿性。
1.1 水分的动态平衡
将一定湿度的糖料基质置于一定温湿度的空气中,若空气中含水量高于糖料基质的含水量,糖料会吸收空气中的水分直至达到平衡状态;若空气中的含水量低于糖料基质的含水量,那么糖料中的水分会蒸发到空气中,直至达到平衡状态。固体饮料中的糖料基质经过干燥后,含水量很低,通常低于灌装环境的空气湿度,因此为了达到平衡会吸收空气中的水分。
1.2 水蒸气的冷凝
干燥后的固体饮料基质温度较高,立即进入灌装密封环节会使容器中的高温基质继续蒸发,容器内的空气温度随之上升。但是容器外层的环境温度相对较低,因此容器内接近容器壁的空气先行冷却,当温度降低到“露点”以下,水蒸气凝结为水珠,造成附近的基质变湿而结块。
1.3 外部压力
糖料的晶体颗粒表面存在一层液膜,吸湿后,随着含水量的升高,液膜随之变厚,反之则变薄。固体饮料灌装后堆码贮藏,糖料晶体彼此紧密接触,表面的液膜粘连在一起,当干燥后会粘结成块。这一过程,堆码的压力加剧了吸湿糖类晶体的粘结,从而使固体饮料的结块现象更加严重。
2 解决固体饮料结块问题
2.1 物料基质加工环节
水分是导致固体饮料潮解结块的重要成因,因此在物料基质加工环节,一方面要以国家标准或行业标准为依据严格控制物料的含水量,避免物料自身的根源性问题;另一方面要确保干燥系统能有效干燥物料。
对于易吸潮结块的物料基质,通常建议采用制粒工艺,例如湿法制粒。这是一种在粉末物料中加入粘合液使之制成具有一定形状与大小的粒状物的工艺,其制得的粒状物比粉末的粒径大,每个粒子周围可接触的粒子数目少,因其黏附性、凝集性较弱,从而改善物料基质的流动性,一定程度上能降低结块发生的几率。
另一种应对物料结块的方法是添加能够阻止粉状颗粒彼此粘结成块的抗结剂,利用其吸收水分的能力或使其附着在颗粒表面,进而让颗粒具有憎水性,常用的抗结剂有二氧化硅和微晶纤维素。二氧化硅含有丰富的毛细孔,当周围空气中含有一定量的水分时,其毛细孔迅速吸湿。但由于二氧化硅的毛细孔的孔隙容量较小以及与水分子的物理结合能力较弱,不能将水分包裹,因此,吸湿的二氧化硅很容易解吸,因此表面水分还有可能被固体饮料物料基质夺走,难以长时间地保持固体饮料的干燥。微晶纤维素是抗结剂的另一种应用形式,其具有极强的吸水性,以合适的量添加在固体饮料的物料基质中能够起到防结块和帮助流动的作用。同时,由于该物质在水中经强力剪切作用后具有生产凝胶体的能力,因此当固体饮料在水中分散时可以很快形成稳定的胶体溶液,分散性和稳定性大幅提高。
2.2 灌装环节
经干燥系统加工过的固体饮料物料基质,将投入灌装生产线,然后封包入库。这一环节,物料基质通常仍保持较高的温度(50~60℃),因此封入包装后极易出现冷凝现象,从而致使固体饮料结块。同时,灌装环境的温湿度也影响很大——灌装机械持续运转,源源不断地产生热量,加上气候温度的不断起伏,致使灌装环境的温度常常发生较大变化,空气湿度也伴随变化,从而影响物料基质,特别是糖料的水分平衡。因此,灌装现场应设立控温控湿装置,避免灌装时包装内空气含湿量过高。
2.3 包装环节
固体饮料包装主要有马口铁罐、玻璃瓶和复合膜袋3种形式。前两种包装在隔绝水蒸气方面密封效果良好,但质重易碎、成本高、占用空间大。塑料薄膜袋能很好的避免以上问题,因而成为现今使用最广的包装形式。当然,相较之下,在防潮方面塑料薄膜袋与前两种包装形式存在一定差距。根据兰光包装安全检测中心的测试经验,从防潮结块角度来看,固体饮料塑料薄膜包装应重点考虑包装的密封性、封边质量以及包装材料透湿性。
2.3.1 包装的密封性
固体饮料包装首先应保证包装整体具有良好的密封性,隔绝外界的水蒸气进入。笔者所在的兰光包装安全检测中心曾利用MFY-01密封试验仪测试过一例固体饮料铝塑包装袋的多项物理性能,材料为PET/AL/OPA/CPE,厚度为94μm。其中,负压密封性测试测得,当压力为-67.6kPa时包装出现泄漏,位置在包装正面袋体中部压痕处。仔细观察此处,会发现其存在深浅不一的划痕,铝箔层极有可能已经遭到破坏,导致此处的耐冲击、耐穿刺能力下降,从而在压力环境下最先发生泄漏。该划痕可能由于制袋或运输、仓储过程中人为或机器造成,而此类微小泄漏若能及时检验发现,可以及时采取调整灌装和包装等补救措施,若发现不及时,保质期内的固体饮料将有较大概率出现结块现象。
2.3.2 封口质量
塑料薄膜包装的固体饮料通常采用热封工艺封口,即采用热封机器对封口处薄膜以一定温度的热压封口,并持续一段时间,使其达到预定的封口强度。这一过程中存在多重可能影响封口质量的因素,如热封的压力、温度和时间参数、封刀设计等。其中,影响最大的当属封口处的粉料污染。
固体饮料的物料基质往往质轻、干燥,因而易随气流飞扬扩散。在利用包装机灌装时,粉体物料颗粒以积聚流的形态自由下落进入包装袋,搅动了原本相对静止的空气,使之向上流动。随着粉料加速下落,附近的气流被裹入粉料颗粒中,粉料流外层的颗粒发生内旋,逐渐脱离粉料流,悬浮于空气中。由于下料口位置粉体物料下落的初速度相对较小,因此更多的颗粒被气流带离粉体流,悬浮在下料口四周。
与此同时,持续下落的粉料颗粒与已沉降颗粒、悬浮颗粒、包装壁面相互撞击,易导致部分颗粒悬浮于空气中。这些悬浮颗粒被向上的气流沿袋壁携带至包装口,因而造成了包装上封口部位四周大量粉料颗粒的聚集,为后续粉料对封口的污染制造了先决条件。
对此,笔者建议采用缩短下料口与包装底部的距离、增加除尘装置以及更换防静电包装材料等手段,以改善上述问题。最终可借助热封试验及热封强度试验对改善效果进行验证测试。
2.3.3 合理选择包装材料
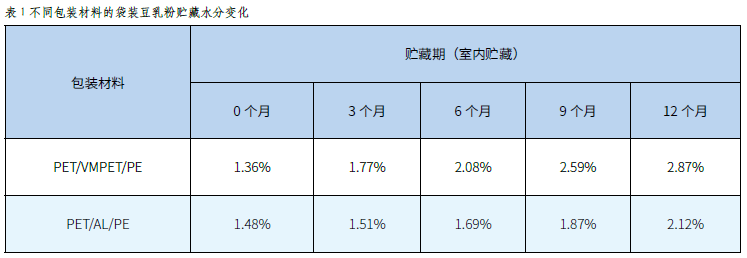
除因泄漏和封口不严导致的水分渗入外,选择不同的包装材料也会影响袋内的水分含量。笔者针对不同包装材料的袋装豆乳粉做了含水量检测,如表1。
通过观测,可以明显发现采用俗称“铝箔袋”的铝塑复合膜包装的豆乳粉,其固体饮料颗粒的含水量控制优于镀铝复合膜,其原因在于复合膜的阻隔层不同。相比之下,AL对水蒸气的渗透阻隔性更佳,因此更能获得良好的防潮性。对于AL的易折性,可以通过在其和印刷层之间增加一层树脂材料,从而起到缓冲作用。但铝箔价格偏贵,会造成生产成本的增加。
2.3.4 巧用充气包装
前文对固体饮料结块原因分析中提到,固体饮料灌装后贮藏、堆码的压力致使固体饮料颗粒更加紧密接触,从而加剧结块。为缓解这一问题,生产者可以引入充气包装技术,即向包装内充入一定量的干燥惰性气体,比如氮气,如此既不会影响固体饮料的风味,同时也会降低固体饮料所承受的压力,保证其良好的流动性。初峰等人的“固体枣粉饮料结块与内包装充气量之间的关系”研究试验证明,包装内充气有效延缓了固体粉料的结块。需要注意的是,充气包装技术有效性的关键在于维持袋内气体量的恒定,即最大限度防止气体的逸失,而这同样与包装的密封性、封口质量和包装材料的气体渗透阻隔性有关。
3 结语
固体饮料结块,根源在于水分的控制。这涉及到原料、加工、添加剂、灌装、包装、仓储、环境管理等诸多环节。可以说,结块控制是一个系统工程。唯一有效的应对方式是多措并举,并且加强物料、包装等质量控制,利用科学实验的方式建立一套有效的、系统的水分防控管理体系,避免因固体饮料结块带来经济和信誉的双重损失。

[责任编辑:]

相关阅读
- (2014-07-15)饮料市场竞争百变 各色健康软饮占位
- (2014-08-15)饮料行业改革值得期待
- (2014-08-19)美玛氏在法召回含巧克力饮料
- (2014-08-21)玛氏急召巧克力饮料,或存在不安全细菌
- (2014-08-22)健康饮料比比看
 Mettler-Toledo 在中国国际渔业博览会上展示创新的产品
Mettler-Toledo 在中国国际渔业博览会上展示创新的产品
 食品异物问题频发?是时候了解X射线检测了
食品异物问题频发?是时候了解X射线检测了
 开拓科技创新,撬动橡塑业高质量发展
开拓科技创新,撬动橡塑业高质量发展
 梅特勒托利多针对“难以发现”的污染物推出高品质X射线检
梅特勒托利多针对“难以发现”的污染物推出高品质X射线检
 探索婴幼儿辅食市场高质量发展之路,为宝宝成长保驾护航
探索婴幼儿辅食市场高质量发展之路,为宝宝成长保驾护航
 《食品安全最佳实践白皮书(2021-2022年)》四大主题发布
《食品安全最佳实践白皮书(2021-2022年)》四大主题发布
 《保健食品真实世界研究通则》团标技术审查与特食跨
《保健食品真实世界研究通则》团标技术审查与特食跨
 凝聚全球食饮智慧 SIAL西雅展国际化水平再创新高
凝聚全球食饮智慧 SIAL西雅展国际化水平再创新高
 精准把控 高质发展,第三届微生物安全与应用会议在
精准把控 高质发展,第三届微生物安全与应用会议在
 《食品行业科技创新白皮书》重磅发布!
《食品行业科技创新白皮书》重磅发布!



参与评论