利用 X 射线检测技术全面检测玻璃容器内的玻璃异物
无论是食品、药品还是化妆品,检测玻璃容器内的玻璃污染物(即玻璃包装中的玻璃异物)都是产品检测的一项重要要求。目前,X 射线检测系统如何检测玻璃容器内的玻璃异物?必须考虑哪些因素?
食品和药品安全法规日益严格,产品使用周期的每个阶段都符合规范且可追溯变得日益重要。因此为保护消费者的利益、降低产品召回风险及保护声誉,产品制造商越来越多地采用 X 射线检测技术来检测和剔除生产线中受污染的产品。
玻璃由纯天然、可持续的原材料制成,是现代生活的必需品,也是唯一被美国食品和药物管理局 (FDA) 评为“GRAS”即“通常视为安全的”包装材料。零售业要求环保,而玻璃价格相对低廉且可完全回收,越来越受欢迎。玻璃在货架上的影响力是其他包装材料无法媲美的。玻璃容器的透明度、形状和手感有助于提升人们对各种产品的感知,从香水到白酒、从食品到饮料等。此外,英国玻璃制造商联合会 (BGMC) 的研究表明,70% 的消费者认为玻璃包装代表着品质。
但是,在产品中发现玻璃碎片属于敏感话题。尽管有可能成为一种内在污染物,但有证据表明,与在鸡肉产品中发现鸡骨相比,客户提出投诉的可能性要高得多。因此,制造商更有理由采用 X 射线检测系统,实现最灵敏的污染物检测。此外,一些主要零售商与知名消费品牌管理机构也已经制定各自需要实施与遵守的行为规范,以便满足供货协议要求。在获得供应商批准之前,采用正规的 X 射线检测机制已逐渐成为了规矩。此外,人们普遍认为 X 射线检测技术可以提供全面、可靠的解决方案,帮助制造商遵循国家和国际法规及监管标准(全球食品安全倡议 (GFSI) 及危害分析和基于风险的预防控制 (HARPC) 等)并符合各种管理体系(危害分析与关键控制点 (HACCP) 和 GMP(良好生产规范)等)。
玻璃容器内检测碎玻璃的挑战
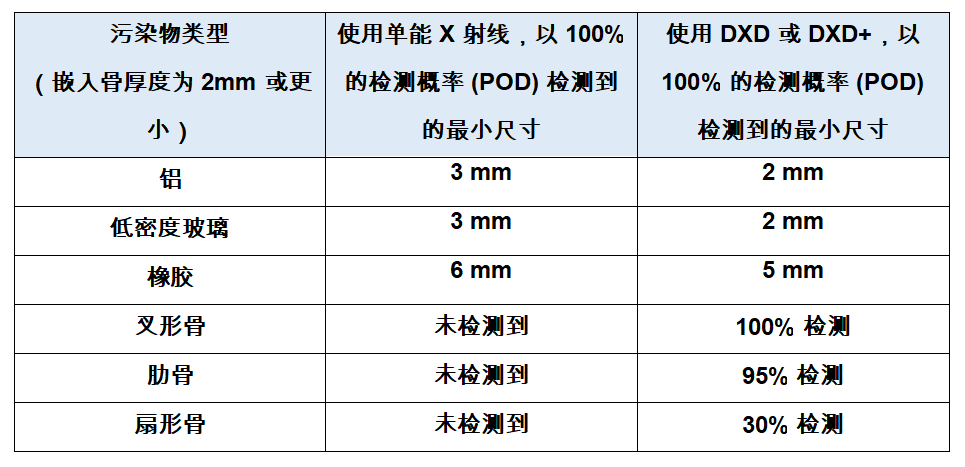
然而,在异物检测方面玻璃容器内检测玻璃异物要求特别严苛,因为最有可能的异物与包装材料和密度是相同的。玻璃壁厚度不同以及瓶底变化等因素会加剧这种情况。即使玻璃瓶的总重量和外部形状没有异常,但瓶底周围玻璃厚度波动高达 20% 也很常见,这会直接影响 X 射线检测。更重要的是玻璃本身的杂质,如制造或回收过程中可能出现的金属杂物(如铝制瓶盖产生的金属残留物)会影响 X 射线吸收,并因此影响检测灵敏度。由于玻璃瓶的密度和化学成分不同,使用不同供应商的玻璃瓶都会影响 X 射线吸收和检测灵敏度。此外,压花、玻璃螺纹和金属瓶盖加上玻璃厚度的波动,让玻璃瓶的瓶盖和瓶颈区域的检测尤其具有技术难度。
根据经验容器形状越复杂,检测难度越大。圆形容器最容易检测。这是因为它们的垂直边剖面无明显变化,因此不易于产生盲点或者深色黑边,从而不会降低检测能力。此外由于它们没有方向效应,因此可反复呈现。尽管正方形、矩形或六边形容器的呈现效果也不错,但是需要对侧壁进行大量地过滤(具体视检测角度而定)。椭圆形容器成像更为复杂,因此不适合进行 X 射线检测,否则图像会不断变化。
此外,包装内的产品粘度对玻璃瓶中的异物或玻璃屑沉积位置有很大影响,需要在早期阶段加以考虑。首先应考虑半固体或粘性产品的灌装过程,因为污染物可能会在灌装之前进入容器内。快速、大量灌装这些产品会将可能产生的污染物从底部冲积到容器较高的位置。这样一来X 射线检测更容易发现它们,但也要明确一点不应当只检测底部。冷灌装半固体或粘稠产品会让污染物处于悬浮状态,因此应检测整个容器。如果热灌装粘度较低的产品,污染物会到达瓶底。对于液体,污染物很可能在底部,因此检测也应当集中检测该区域。
方案:倾斜角度光束系统
玻璃瓶的底部区域以及凸起位置对 X 射线检测系统来说一直充满了挑战,因为它存在很大的差异,也是瓶子密度最大的部分。随着技术不断创新,现在的系统可以为各种不同粘度的食品、饮料和药品进行全面检测玻璃容器内的玻璃异物。
目前的倾斜角度光束系统集成单一光束,该光束不仅可向下照射至底部区域,而且可以检测容器侧部。X 射线图像中显示瓶底和下半部的俯视图,底部凸面看起来是平整的。X 射线束水平穿过容器的颈部和上部区域(位于螺纹和瓶盖下方)这就消除了传统的盲点,降低了 X 射线图像的复杂性,优化了瓶底、瓶身以及瓶内的检出率。动态滤波会根据每个容器的剖面进行更改,确保采用边缘致密的包装产品,可以滤出高吸收量的黑暗区域,从而优化图像其他区域的检测效果,最大限度降低误剔率。输送带会吸收少量的 X 射线,它也是最终图像的一部分,因此输送带材料的密度要尽量低同时尽可能的薄。不过,倾斜角度光束 X 射线系统集成了自适应软件,系统可以与耐用的输送带一起运行。这可以防止磨损,从而减少停机时间。系统还可对各种高度和各种灌装量提供卓越的检验,即使在高速生产线上也可保持高精度。由于 X 射线光束的配置,每分钟可检测多达1200个容器进行高速检测。尽管有推杆剔除器等很多不同的自动剔除系统都可用于非常高速的应用,但也可使用其他更先进的剔除系统。这些系统将产品高速平稳地转移到封闭式平行剔除输送机上。X 射线发生器的位置可垂直调节,因此系统可根据瓶体的不同尺寸进行定制。
结束语
玻璃包装越来越受欢迎。尽管如此,它会带来巨大的安全风险,而且玻璃容器中的玻璃异物破坏性巨大。一块细小的玻璃碎片会对消费者造成严重伤害(尤其是婴儿或儿童严重受伤的话),这些负面宣传以及产品召回的高昂成本会对业务造成毁灭性影响。产品召回不仅意味着收入损失和声誉受损,造成无法挽回的损失玻璃容器污染的风险及其高度破坏性的影响,加上全球日益严格的安全法规,意味着制造商拥有能够提供最灵敏产品检测的 X 射线系统比以往任何时候都更加重要。这样,制造商能够可靠地检测玻璃容器中的玻璃污染物,从而长期保护消费者、产品合规性和品牌声誉,并在最具挑战性的食品和制药行业中保持领先地位。
详情请访问:www.mt.com/xr-glassinglass-pr
食品和药品安全法规日益严格,产品使用周期的每个阶段都符合规范且可追溯变得日益重要。因此为保护消费者的利益、降低产品召回风险及保护声誉,产品制造商越来越多地采用 X 射线检测技术来检测和剔除生产线中受污染的产品。
玻璃由纯天然、可持续的原材料制成,是现代生活的必需品,也是唯一被美国食品和药物管理局 (FDA) 评为“GRAS”即“通常视为安全的”包装材料。零售业要求环保,而玻璃价格相对低廉且可完全回收,越来越受欢迎。玻璃在货架上的影响力是其他包装材料无法媲美的。玻璃容器的透明度、形状和手感有助于提升人们对各种产品的感知,从香水到白酒、从食品到饮料等。此外,英国玻璃制造商联合会 (BGMC) 的研究表明,70% 的消费者认为玻璃包装代表着品质。
但是,在产品中发现玻璃碎片属于敏感话题。尽管有可能成为一种内在污染物,但有证据表明,与在鸡肉产品中发现鸡骨相比,客户提出投诉的可能性要高得多。因此,制造商更有理由采用 X 射线检测系统,实现最灵敏的污染物检测。此外,一些主要零售商与知名消费品牌管理机构也已经制定各自需要实施与遵守的行为规范,以便满足供货协议要求。在获得供应商批准之前,采用正规的 X 射线检测机制已逐渐成为了规矩。此外,人们普遍认为 X 射线检测技术可以提供全面、可靠的解决方案,帮助制造商遵循国家和国际法规及监管标准(全球食品安全倡议 (GFSI) 及危害分析和基于风险的预防控制 (HARPC) 等)并符合各种管理体系(危害分析与关键控制点 (HACCP) 和 GMP(良好生产规范)等)。
玻璃容器内检测碎玻璃的挑战
然而,在异物检测方面玻璃容器内检测玻璃异物要求特别严苛,因为最有可能的异物与包装材料和密度是相同的。玻璃壁厚度不同以及瓶底变化等因素会加剧这种情况。即使玻璃瓶的总重量和外部形状没有异常,但瓶底周围玻璃厚度波动高达 20% 也很常见,这会直接影响 X 射线检测。更重要的是玻璃本身的杂质,如制造或回收过程中可能出现的金属杂物(如铝制瓶盖产生的金属残留物)会影响 X 射线吸收,并因此影响检测灵敏度。由于玻璃瓶的密度和化学成分不同,使用不同供应商的玻璃瓶都会影响 X 射线吸收和检测灵敏度。此外,压花、玻璃螺纹和金属瓶盖加上玻璃厚度的波动,让玻璃瓶的瓶盖和瓶颈区域的检测尤其具有技术难度。
根据经验容器形状越复杂,检测难度越大。圆形容器最容易检测。这是因为它们的垂直边剖面无明显变化,因此不易于产生盲点或者深色黑边,从而不会降低检测能力。此外由于它们没有方向效应,因此可反复呈现。尽管正方形、矩形或六边形容器的呈现效果也不错,但是需要对侧壁进行大量地过滤(具体视检测角度而定)。椭圆形容器成像更为复杂,因此不适合进行 X 射线检测,否则图像会不断变化。
此外,包装内的产品粘度对玻璃瓶中的异物或玻璃屑沉积位置有很大影响,需要在早期阶段加以考虑。首先应考虑半固体或粘性产品的灌装过程,因为污染物可能会在灌装之前进入容器内。快速、大量灌装这些产品会将可能产生的污染物从底部冲积到容器较高的位置。这样一来X 射线检测更容易发现它们,但也要明确一点不应当只检测底部。冷灌装半固体或粘稠产品会让污染物处于悬浮状态,因此应检测整个容器。如果热灌装粘度较低的产品,污染物会到达瓶底。对于液体,污染物很可能在底部,因此检测也应当集中检测该区域。
方案:倾斜角度光束系统
玻璃瓶的底部区域以及凸起位置对 X 射线检测系统来说一直充满了挑战,因为它存在很大的差异,也是瓶子密度最大的部分。随着技术不断创新,现在的系统可以为各种不同粘度的食品、饮料和药品进行全面检测玻璃容器内的玻璃异物。
目前的倾斜角度光束系统集成单一光束,该光束不仅可向下照射至底部区域,而且可以检测容器侧部。X 射线图像中显示瓶底和下半部的俯视图,底部凸面看起来是平整的。X 射线束水平穿过容器的颈部和上部区域(位于螺纹和瓶盖下方)这就消除了传统的盲点,降低了 X 射线图像的复杂性,优化了瓶底、瓶身以及瓶内的检出率。动态滤波会根据每个容器的剖面进行更改,确保采用边缘致密的包装产品,可以滤出高吸收量的黑暗区域,从而优化图像其他区域的检测效果,最大限度降低误剔率。输送带会吸收少量的 X 射线,它也是最终图像的一部分,因此输送带材料的密度要尽量低同时尽可能的薄。不过,倾斜角度光束 X 射线系统集成了自适应软件,系统可以与耐用的输送带一起运行。这可以防止磨损,从而减少停机时间。系统还可对各种高度和各种灌装量提供卓越的检验,即使在高速生产线上也可保持高精度。由于 X 射线光束的配置,每分钟可检测多达1200个容器进行高速检测。尽管有推杆剔除器等很多不同的自动剔除系统都可用于非常高速的应用,但也可使用其他更先进的剔除系统。这些系统将产品高速平稳地转移到封闭式平行剔除输送机上。X 射线发生器的位置可垂直调节,因此系统可根据瓶体的不同尺寸进行定制。
结束语
玻璃包装越来越受欢迎。尽管如此,它会带来巨大的安全风险,而且玻璃容器中的玻璃异物破坏性巨大。一块细小的玻璃碎片会对消费者造成严重伤害(尤其是婴儿或儿童严重受伤的话),这些负面宣传以及产品召回的高昂成本会对业务造成毁灭性影响。产品召回不仅意味着收入损失和声誉受损,造成无法挽回的损失玻璃容器污染的风险及其高度破坏性的影响,加上全球日益严格的安全法规,意味着制造商拥有能够提供最灵敏产品检测的 X 射线系统比以往任何时候都更加重要。这样,制造商能够可靠地检测玻璃容器中的玻璃污染物,从而长期保护消费者、产品合规性和品牌声誉,并在最具挑战性的食品和制药行业中保持领先地位。
详情请访问:www.mt.com/xr-glassinglass-pr

相关热词搜索:
[责任编辑:]

 Mettler-Toledo 在中国国际渔业博览会上展示创新的产品
Mettler-Toledo 在中国国际渔业博览会上展示创新的产品
 食品异物问题频发?是时候了解X射线检测了
食品异物问题频发?是时候了解X射线检测了
 开拓科技创新,撬动橡塑业高质量发展
开拓科技创新,撬动橡塑业高质量发展
 梅特勒托利多针对“难以发现”的污染物推出高品质X射线检
梅特勒托利多针对“难以发现”的污染物推出高品质X射线检
 探索婴幼儿辅食市场高质量发展之路,为宝宝成长保驾护航
探索婴幼儿辅食市场高质量发展之路,为宝宝成长保驾护航
 《食品安全最佳实践白皮书(2021-2022年)》四大主题发布
《食品安全最佳实践白皮书(2021-2022年)》四大主题发布
 《保健食品真实世界研究通则》团标技术审查与特食跨
《保健食品真实世界研究通则》团标技术审查与特食跨
 凝聚全球食饮智慧 SIAL西雅展国际化水平再创新高
凝聚全球食饮智慧 SIAL西雅展国际化水平再创新高
 精准把控 高质发展,第三届微生物安全与应用会议在
精准把控 高质发展,第三届微生物安全与应用会议在
 《食品行业科技创新白皮书》重磅发布!
《食品行业科技创新白皮书》重磅发布!



参与评论