方便食品可食性调料包装性能研究
谢彩玲1,梅小虎2*,郭艳峰1
(1.中山火炬职业技术学院,广东中山 528436;
2.广东岭南职业技术学院,广东广州 510663)
摘 要:本文测定了以酱油渣、淀粉为主要原料制备的方便食品可食性调料包的性能,系统研究了该膜的热封工艺、封合强度、溶解率、调料溶出时间、阻油性、水蒸气透过性和阻氧性等性能及其影响因素。结果表明,淀粉含量6.5%、酱油渣含量1.5%、甘油含量27%、76 ℃下制备的可食膜,抗拉强度为14.22 MPa、断裂伸长率6.81%,在封合温度160 ℃、时间 5 s、压强0.6 MPa条件下,膜的封合强度最大3.11 N/15 mm。该调料包在沸水中泡1.5 min后调料溶出,2.5 min后膜的自然溶解度大于32.38%。内装食用油脂料包在15 d后油脂质量仅损失0.19%,基本满足方便食品调料包装性能要求,具有广阔的市场前景。(1.中山火炬职业技术学院,广东中山 528436;
2.广东岭南职业技术学院,广东广州 510663)
关键词:调料包;方便食品;酱油渣;可食膜;可溶性膜
方便食品是指需简单处理即可食用的产品,随着食品加工技术的深入,方便食品的种类也越来越多。我国是方便食品消费大国,据统计,2018年我国方便食品消费占比已达全球市场的38.85%[1],2020年,各种方便食品销量持续增加,单方便面一种方便食品,销售额同比增长11.5%[2]。方便食品消费量持续升高的同时,方便食品的包装消耗量也不断增加。方便食品一般有3个以上调料包,通常采用塑料薄膜包装。塑料酱包虽小,但使用量大,同时塑料酱包在拆包时容易黏手,既不方便卫生也不环保,是塑料污染的重要因素之一。塑料包装降解一直是困扰环境治理的难题,因此开发免撕可食调料包装袋,不仅可以改良当前塑料酱包拆包易黏手的问题,还可以减少塑料污染,具有广阔的市场
前景。
生物高分子膜材料的研究是当下热点,具有绿色环保、可再生等优点,淀粉是制膜常用多糖类材料,但仅用淀粉制膜往往力学强度不够,容易破损。大豆发酵后的酱油渣含有丰富的营养物质[3-7],尤其是膳食纤维含量很高。将酱油渣与淀粉共混制膜,加入甘油,采用流涎法,可得到具有一定力学强度的可食膜材料。本文在前期研究的基础上,对制备膜的氧气阻隔性、水蒸气透过性、溶解性、热封性、阻油性、阻氧性等指标进行测定,为进一步在方便食品调料包中的应用提供依据。
1 材料与方法
1.1 材料与试剂
酱油渣(佛山海天调味食品公司);食用玉米淀粉(广州福正东海食品公司);丙三醇(分析纯,天津富宇精细化工有限公司);α-淀粉酶(美国Sigma公司);蛋白酶(上海源聚生物科技有限公司);葡萄糖苷酶(美国Sigma公司)。
1.2 仪器与设备
DHG-9055A型电热鼓风干燥箱,上海一恒有限公司;WH-A150型多功能粉碎机,南京好又多电器有限公司;HH-2型数显恒温水浴锅,常州澳华有限公司;高速数显搅拌机,厦门博士达有限公司;CHY-C1型测厚仪,济南兰光机电有限公司;MED-01型包装性能测试仪,济南兰光机电有限公司;BMT-60A型透湿杯,承德科承试验机有限公司;CP114分析天平,美国奥豪斯公司;NOVA NANO SEM 450型扫描电子显微镜,美国FEI公司;GBB-A型热封仪,广州标际包装设备有限公司。
1.3 方法
1.3.1 酱油渣预处理与可食膜制备
对酱油渣进行预处理,脱除油脂和盐后干燥,再用打粉机粉碎过200目筛备用。根据梅小虎等[8]的实验方法,按照配方100 mL蒸馏水中淀粉质量分数6.5%、酱油渣质量分数1.5%、甘油质量分数27%、76 ℃干燥制膜,于干燥皿中平衡待测。
1.3.2 热封工艺试验
(1)可食膜热封工艺单因素试验。将可食膜裁剪成
10.0 cm×10.0 cm,热封初始条件为时间4 s、压力0.4 MPa、温度160 ℃,分别对温度(120 ℃、140 ℃、160 ℃、180 ℃和200 ℃)、时间(3 s、4 s、5 s、6 s和7 s)、压力(0.2 MPa、0.3 MPa、0.4 MPa、0.5 MPa和0.6 MPa)设计单因素试验。单因素试验以封合强度为指标,每个因素平行5次。
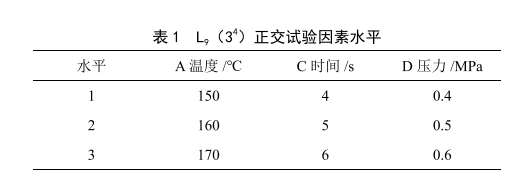
(2)可食膜热封工艺正交试验。根据单因素试验结果设计正交试验,见表1,每组实验平行5次。
1.3.3 性能检测指标
(1)溶解性。将酱油渣可食膜裁为10.0 cm×10.0 cm,置于100 ℃热水中测试溶解度。
(2)内容物流出时间。将酱油渣可食膜裁为10.0 cm×
10.0 cm,封合为包装袋,内装10.00 mL粉状食品,将油包放置于100 ℃热水中,测试包装物从包装释放时间。
(3)阻油性。将酱油渣可食膜裁为10.0 cm×10.0 cm,封合为包装袋,内装10.00 mL食用植物油,称量记录质量。将油包下垫滤纸置于RH 50%的干燥器中,分别在1 d、3 d、5 d、7 d、9 d、12 d、15 d后称量油包质量。
(4)水蒸气透过性。根据GB 1037—1988[9]方法,将干燥剂无水氯化钙放置于30 mm×50 mm的称量瓶中,膜试样用密封蜡封口后称重,将称量瓶放于底部装有去离子水的玻璃干燥器中平衡12 h取出称量,再放回干燥器中,之后每间隔2 h称量1次,共称量5次。
(5)阻氧性。采用GB/T 5009.227—2016食品中过氧化值的测定[10],通过测定包装内食用植物油过氧化值来表征膜的阻氧性能。酱油渣可食膜内装食用植物油后热封,25 ℃ 50% RH环境下保存7 d后取出袋内油脂,用硫代硫酸钠标准溶液滴定。
以上每组实验平行5次。
1.3.4 性能测试
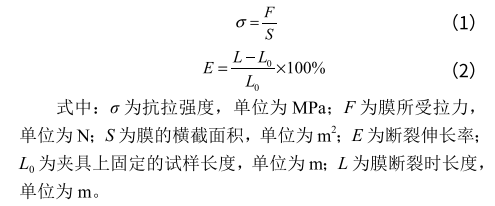
(1)酱油渣可食包装膜的力学性能测定。以国标GB/T 1040.3—2006[11]规定方法测试膜的抗拉强度和断裂伸长率。将试样裁成长150 mm、宽12 mm的条状,于包装性能测试仪上测量,夹具间初始距离90 mm,试验速度100 mm/min。计算公式为:
(3)酱油渣可食包装膜的水蒸气透过性能测定。水蒸气透过性以水蒸气透过系数表示,公式为:
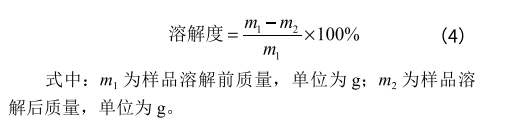
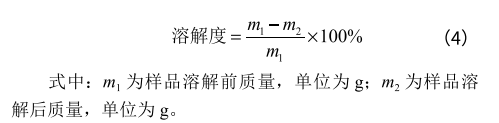
(4)酱油渣可食包装膜的溶解性能测定。将10 cm×10 cm的可食膜包装袋于105 ℃干燥至恒重,称量记录,溶于200 mL去离子水中,水温90 ℃溶解1 h后过滤干燥至恒重,称量记录计算样品溶解度。公式为:
1.3.5 数据处理
采用Origin软件作图,SPSS软件对数据进行正交实验设计及结果统计分析。
2 结果与分析
2.1 酱油渣可食包装膜力学性能
根据制膜工艺得到酱油渣可食包装膜,力学性能见表2。

酱油渣可食包装膜扫描电镜结果如图1所示。图1a是酱油渣可食包装膜的样品,酱油渣可食包装膜呈棕黄色且表面有小颗粒触感;图1b是扫描电镜300倍下的膜表面,可见分散不均匀物质,造成膜表面不平整,其余部分膜更加平整致密,表现出力学强度大于一般纯淀粉膜[12]。由于纤维素与淀粉分子存在相同的结构单元,相互间可以通过氢键作用连接,同时纤维素也能改变淀粉分子内部的氢键作用强度,但由于粉碎过筛后的酱油渣纤维不能完全溶解,因此影响淀粉分子网状结构,溶解部分酱油渣纤维加强了与淀粉分子间连接,导致包装膜在水蒸气阻隔和氧气阻隔性能表现不佳。

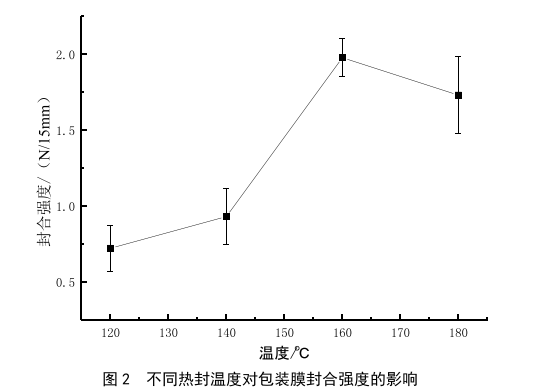
2.3.1 热封温度对封合强度的影响
热封温度对包装膜封合强度的影响如图2所示,在封合时间4 s,封合压强0.4 MPa下,随温度升高,封口处强度先增大后减小,在160 ℃条件达到最大值(1.98±0.12)N/15 mm,温度超过180 ℃封口处被烧焦断根,无法测定封合强度。酱油渣可食包装膜以淀粉为成膜基材,由于淀粉不具有热塑性,两界面不能像传统塑料通过熔融-融结过程封合[12],可食膜的封合是依靠在高温条件下,水分转移至封合界面中间的缝隙,封口处淀粉吸水产生黏性,外加压力使可食膜的两面黏合,待温度降低,封口凝固产生一定的封合强度。可见,适宜的温度是封口处粘合的关键,温度太低,水分不足以充分转移到封合界面,温度太高,水分来不及转移就被蒸发,导致封合处烧焦断裂。因此选择160 ℃作为包装膜热封温度。
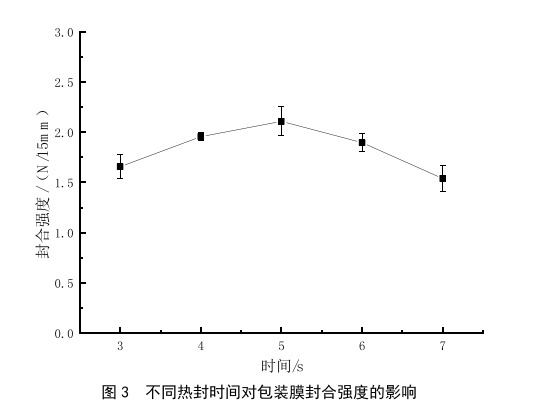
2.3.2 热封时间对封合强度的影响
热封时间对包装膜封合强度的影响如图3所示,封合温度160 ℃,压强0.4 MPa条件下,随封合时间的延长,封口处强度先增大后减小,封合5 s时强度最大,为(2.11±0.14)N/15 mm。膜中的水分及时转移至封合界面是封合的关键,时间过短时,水分转移不充分封合界面黏度不够;随时间延长,足够的水分使膜两面产生足够黏度,施加外力后冷却凝固,封口强度更高;但时间过长,封口处的水分不断蒸发产生气泡和皱褶,导致强度降低。因此热封时间选择5 s。
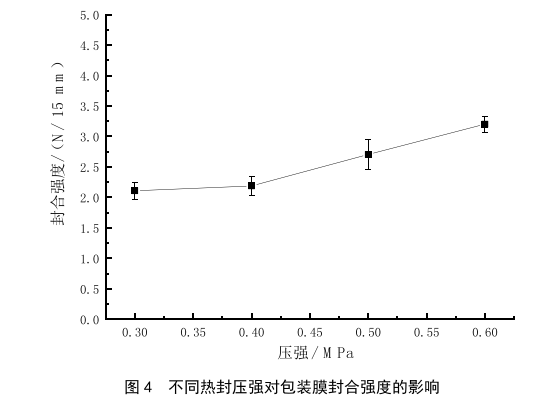
在封合温度160 ℃,封合5 s条件下,不同压强下膜的封合强度如图4所示。随着封合时压强增大,封口处强度不断增大,在0.6 MPa时达到最大3.20 N/15 mm,0.7 MPa时压强过大,封口处破裂。外加压力是膜封合的另一关键因素,膜中水分在高温下转移至封合界面产生粘性,若不加外力,两面膜暂时被粘在一起并不牢固,随着压力增大,两面膜充分接触,冷却后封合强度逐渐增大,过高的压强使封口受到机械作用过大而破裂。因此,选择0.6 MPa作为封合压强。
2.4 热封工艺正交试验分析
根据单因素实验结果,选择封合时的温度、时间、压强为因素A、B、C,以封合强度为指标,进行L9(33)正交试验得到酱油渣可食膜的最佳热封工艺条件,结果和分析见表3。
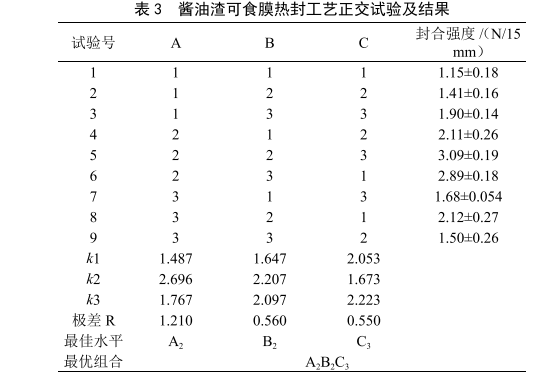
0.6 MPa为最佳热封条件。
根据试验得到最佳热封工艺做验证试验,得到可食膜的封合强度分别为3.10 N/15 mm、2.78 N/15 mm、3.44 N/15 mm,
平均值3.11 N/15 mm,包装膜顺利封合,且封合处平整牢固。
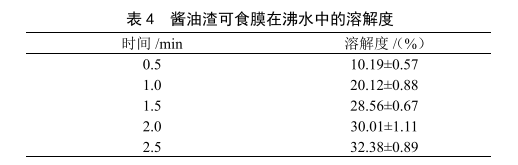
2.5 溶解性与内容物溶出时间分析
表4是酱油渣可食膜在沸水中溶解情况。可以发现,膜在沸水中吸水溶胀,施加外力即可轻易戳破,而随时间延长,可食膜在水中的自然溶解度不断增加,2.5 min后达到32.38%,剩余物质可以食用也可用餐具捞出。将装有内容物的包装袋置于沸水中,1.5 min后内容物即可自然溶出。
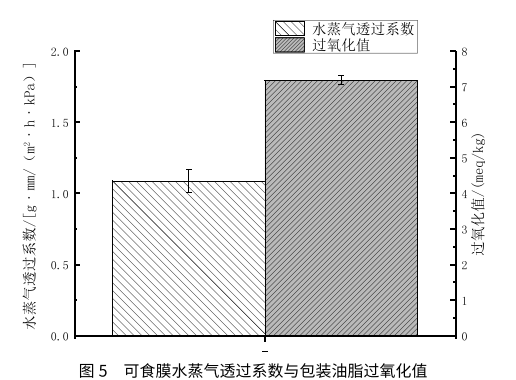
2.6 水蒸气透过性分析
可食膜材料的水蒸气透过系数与包装内油脂的过氧化值如图5所示。由图可知,酱油渣可食膜的水蒸气透过系数为(1.087±0.078)g·mm/(m2·h·kPa),水蒸气透过性是评价膜材料阻隔性能的重要指标,值越大表示膜的水蒸气阻隔性能越差,酱油渣可食包装膜中存在未充分溶解的酱油渣纤维,影响淀粉分子间相互作用,导致阻隔性能变差。对货架期较短的方便食品,膜的阻隔性基本满足要求。对长货架期方便食品,这一问题可通过将所有调料包密封在高阻隔性复合材料包装袋内来解决,食用时只需要撕开一个调料外包装即可,减少了塑料材料的用量,同时也更加方便卫生。
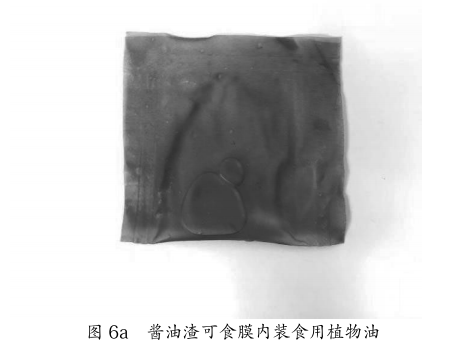
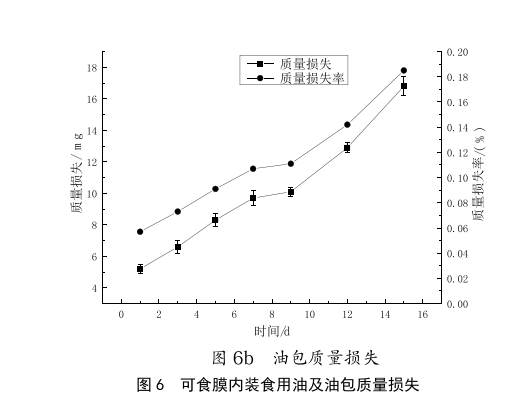
酱油渣可食膜内装食用植物油封合后的质量损失如图6所示。由图可知,包装膜封装食用油15 d后质量损失(16.8±0.60)mg,损失率为0.19%,外表无油渗出,包装完好。淀粉与酱油渣纤维的多羟基在成膜过程中通过氢键作用发生重排,由于羟基是极性基团,膜结构具有较好的阻油性。
本文系统研究了淀粉基酱油渣可食膜的包装性能。研究表明,在160 ℃、5 s、0.6 MPa条件下,封合强度最大可达3.11 N/15 mm,封口平整牢固。酱油渣可食膜在沸水中
2.5 min,自然溶解率32.38%,内装食品1.5 min可自然溶出,剩余包装材料食用无异感,亦可用餐具捞出丢弃;内装食用植物油封合15 d质量损失率为0.19%,外表无油脂渗出,封口完好,可用于油性酱料包装。可食膜的水蒸气透过系数为(1.087±0.078)g·mm/(m2·h·kPa),水蒸气阻隔性能较差,只适合作为短期方便食品使用,若需用于长货架期食品调料包装,则可通过将所有调料包放入高阻隔包装袋来解决。
该包装膜具有方便、卫生、减少塑料膜用量等优点,具有广阔的应用市场。但包装膜气体和水蒸气阻隔性能、力学性能与封口强度都还有待提高,需要通过进一步的配方改进与工艺优化来解决与完善。
参考文献
[1]中国方便面销量占全球近四成[J].现代面粉工业,2019,33(5):16.
[2]墨菲.疫情期间逆势增长 方便面行业迎来新的迭代发展期[J].中国食品,2020(18):74-77.
[3]马良,王昌禄,范寰,等.酱油渣资源化利用现状及其饲料化发展前景[J].农业环境与发展,2010,27(2):25-28.
[4]于志成,黄福气,许宙,等.碱性蛋白酶酶解酱油渣蛋白制备免疫活性肽[J].食品与发酵工业,2020,46(11):
125-130.
[5]汪美汐,胡佳文,马丽,等.超声波法从酱油渣中提取大豆异黄酮工艺条件研究[J].华中师范大学学报(自然科学版),2015,49(2):233-236.
[6]唐素婷,区锡敏,黄桂东,等.酱油渣中副干酪乳杆菌的分离鉴定及抗氧化特性研究[J].食品与机械,2019,35(10):
11-23.
[7]巩欣,程永强,纪凤娣,等.酱油渣的再利用研究进展[J].食品工业科技,2013,34(5):384-387.
[8]梅小虎,向红,吴迪,等.酱油渣与淀粉复合可食膜制备工艺[J].包装工程,2018,39(15):50-58.
[9]中华人民共和国化学工业部.塑料薄膜和片材透水蒸气性试验方法(杯式法):GB/T 1037—1988[S].北京:中国标准出版社,1988.
[10]中华人民共和国国家卫生和计划生育委员会.食品安全国家标准 食品中过氧化值的测定:GB 5009.227—2016[S].北京:中国标准出版社,2016.
[11]中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.塑料 拉伸性能的测定 第3部分:薄塑和薄片的试验条件:GB/T 1040.3—2006[S].北京:中国标准出版社,2006.
[12]李晓燕,孙智慧.包装机中塑料薄膜常热式热封参数的实验研究[J].包装工程,2003,24(6):32-34.
基金项目:中山火炬职业技术学院2020年度校级产学研专项课题立项项目(202006CXYZD10);2019年广东省高职教育教学研究与实践项目(GDJG2019480);广东省高等教育学会实验室管理专业委员会2019年度基金项目(GDJ2019166);广东省普通高校重点科研平台和科研项目(2018GKQNCX001)。
作者简介:谢彩玲(1977—),女,汉族,湖南邵阳人,本科,讲师、工程师、高级技师。研究方向:食品科学。
通信作者:梅小虎(1992—),男,汉族,安徽蚌埠人,硕士,助理讲师。研究方向:食品包装。

相关热词搜索:
[责任编辑:]

 挪帝克开设京东旗舰店 与京东全球购达成战略合作
挪帝克开设京东旗舰店 与京东全球购达成战略合作
 2019《食品安全导刊》杂志订阅返百元红包!
2019《食品安全导刊》杂志订阅返百元红包!
 9月大事 | 市场监管总局开展2018年全国“质量月”活动
9月大事 | 市场监管总局开展2018年全国“质量月”活动
 盒装水果省事不卫生 实验解释3大疑问
盒装水果省事不卫生 实验解释3大疑问
 “食安中国网”手机站上线通知
“食安中国网”手机站上线通知
 食安中国网关于2015年春节放假的通知
食安中国网关于2015年春节放假的通知
 食品安全新动向讲座:权威解读食品安全中的过敏原问
食品安全新动向讲座:权威解读食品安全中的过敏原问
 【采访ADM】力行不辍、多元发展,满足消费者的营养
【采访ADM】力行不辍、多元发展,满足消费者的营养
 食品掺假与成分检测网络研讨会
食品掺假与成分检测网络研讨会
 权威专家解读食品中的丙烯酰胺及含量控制措施,快来
权威专家解读食品中的丙烯酰胺及含量控制措施,快来
 专家齐聚第三届全球食品安全共治论坛,启动食品安全
专家齐聚第三届全球食品安全共治论坛,启动食品安全



参与评论