左旋薄荷酰胺的提纯工艺研究
左旋薄荷酰胺的提纯工艺研究
赵军侠,李鹏毅
(河南华龙香料有限公司,河南濮阳 457000)
摘 要:本文采用混合溶剂为结晶溶剂提纯左旋薄荷酰胺,结果表明,混合溶剂(石油醚+丙酮)与凉味剂WS-3粗料比以(0.1∶0.9):1比例结晶,与采用单一丙酮结晶相比,结晶效率提高10%~15%,降低能耗。
关键词:左旋薄荷酰胺;结晶;提纯
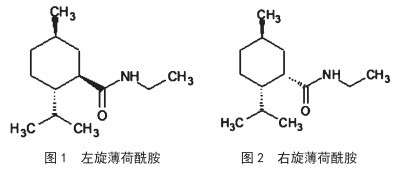
凉味剂WS-3的合成是以天然薄荷醇为原料,经过氯化、格式化、酰氯化和酰胺化反应而得到的,由于原料天然薄荷醇是一种天然萜类化合物,有3个手性中心,8个光学异构体,只有左旋天然薄荷醇才是目标产品[1]。在其合成过程中分别得到不同的手性产品,其中左旋体占83%左右,即终产品,右旋体占10%左右,其他杂质累计7%。研究表明凉味剂WS-3只有左旋体凉味才纯正,右旋杂质口感带有强烈辛辣的木讷凉感,薄荷酰胺的产品品质除与含量有关外,与其1-位手性碳光学纯度有密切关系,这就使得虽然凉味剂WS-3发明已有30多年历史,但是生产厂家仍然较少[2]。凉味剂左旋薄荷酰胺结构式如图1,右旋薄荷酰胺结构式如
图2[3]。
采用粗蒸馏,获得86%~92%的粗品WS-3,后经过丙酮与石油醚(规格:60~90)按比例混合液一次结晶将含量提至>99%,二次结晶将含量提至99.5%,达到成品检测标准。相对于传统方法来说,该方法缩短了生产周期,提高生产效率,且蒸馏操作也更简便,简化了生产工艺条件,简化了生产过程质量控制的分析检测频次,并且目标产品香气无需再次返工处理,可达到合格品标准。该方法利用复配溶剂丙酮和石油醚,结晶提纯左旋薄荷酰胺,丙酮与石油醚对左旋薄荷酰胺的溶解性不同,且石油醚对右旋的溶解性较差,但可提高结晶收率,采用最佳的复配比,可以达到最优生产效率[4]。
1 材料与方法
1.1 材料与试剂
蒸馏釜1台、高效罗茨泵1套、结晶釜2台、过滤器1套、离心机1台、薄荷酰胺反应粗料若干、丙酮、石油醚(60-90)、DB-5(5%苯基)甲基聚硅氧烷、制冷设备1套、化料釜1台。
1.2 色谱条件
使用安捷伦6820气相色谱仪;毛细管柱,30 m×0.25 mm×
0.25 μm。载气:高纯氮;柱流量:1 mL/min;氢气:
35 mL/min;空气300 mL/min;进样口:250 ℃;柱温:
140 ℃,保持2 min,以10 ℃/min 的升温速率升至280 ℃,保持5 min;检测器温度:300 ℃;进样量:0.2 μL。
1.3 实验方法
1.3.1 蒸馏过程
在精馏塔中加入基于天然薄荷醇为原料合成的凉味剂WS-3混合物1 100 kg,在120~160 ℃条件下进行精馏,得到质量百分比含量为86%~92%的凉味剂WS-3精蒸馏成品625 kg;精馏塔配备有40~60 Pa的高真空系统、带有自动控温的恒温冷却系统以及回流结构,冷凝器控温80~110 ℃,左旋薄荷酰胺熔点90~97 ℃,冷凝器伴热防结块;溶剂回收后,粗品经色谱分析得右旋薄荷酰胺纯度7.3%;左旋薄荷酰胺纯度86.6%,该步骤粗蒸馏主要是去除溶剂甲苯。
1.3.2 一次结晶
将步骤1.3.1得到的凉味剂WS-3精蒸馏成品625 kg加入至反应釜中,然后加入凉味剂WS-3精蒸馏成品1.5倍量的丙酮937 kg和凉味剂WS-3精蒸馏成品0.2倍量的石油醚(规格:60~90)125 kg,于45~60 ℃条件下搅拌完全溶解,然后经过经膜过滤设备热过滤得滤液,将滤液加入至结晶罐内,控制结晶罐内的转速在20~80 r/min,同时控制夹套冷冻水阀门使得结晶温度控制在-20~50 ℃内,结晶时间为8~12 h。
1.3.3 一次离心
步骤1.3.2进行完毕后,打开自动卸料离心机,并打开结晶罐的下口,放料到离心机内,开始甩干,直至无明显液体流出为止,甩干时间35~90 min,得到一次甩干晶体;甩干模式分别采用低速、中速和高速分3个频次离心,直至结晶体中的母液甩干为止,得一次结晶成品450 kg;左旋薄荷酰胺含量98.6%,提纯分离效果较好,但依然没有达到国标要求的含量标准。
1.3.4 二次结晶
将步骤1.3.3得到的甩干晶体薄荷酰胺456 kg薄荷酰胺加入至反应釜中,然后加入一次甩干晶体1倍量的丙酮
450 kg和一次甩干晶体0.1倍量的石油醚(规格:60~90)45 kg,控温50 ℃搅拌完全溶解,然后经过经膜过滤设备热过滤得滤液,将滤液加入至另一结晶罐内,控制另一结晶罐内的转速在40 r/min,同时控制另一结晶罐夹套冷冻水阀门,以每小时降温5 ℃的速度,使得结晶温度控制在-10 ℃内,结晶时间为8 h。
1.3.5 二次离心
步骤1.3.4进行完毕后,打开自动卸料离心机,并打开另一结晶罐的下口,放料到离心机内,开始甩干,直至无明显液体流出为止,甩干时间45 min,得到二次甩干晶体;甩干模式分别采用依次低速、中速和高速分3个频次离心,直至结晶体中的母液甩干为止,得左旋薄荷酰胺成品373 kg。
1.3.6 烘干
将步骤1.3.5得到的甩干左旋薄荷酰胺晶体373 kg置于沸腾干燥器内,常温干燥1 h,然后设定好自动控温系统,进风温度设定为(60±1)℃,风速设定为(35±5)Hz,待沸腾干燥器内的料液温度达到38~52 ℃,取样测定薄荷酰胺含量>99.5%,干燥结束,得到左旋薄荷酰胺产品342 kg。从烘干成品左旋薄荷酰胺的分析谱图结果可以看出右旋薄荷酰胺已经去除,含量99.9%,成品左旋薄荷酰胺符合国标GB 29981—2013要求。
2 结果与分析
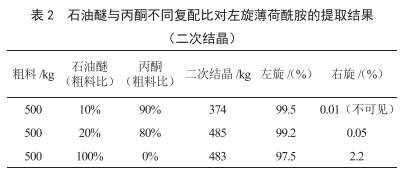
表1考察了一次结晶、表2考察了二次结晶的结晶效果,同时也测试了结晶过程中石油醚配比不同对右旋去除的影响,结果表明,一次、二次结晶效果没有太大明显变化,其直接变化为石油醚的添加量和右旋的去除效果,当石油醚量逐渐增多时,结晶效率呈现先升高后降低的趋势,随着石油醚的添加量增多,右旋去除效果反而降低,不利于产品的提纯,经试验分析,最佳石油醚的添加量为10%最好,可提高结晶效率,同时左旋薄荷酰胺也可达到质量标准[5]。

3 结论
常规分离技术是通过高真空在精馏塔中加入基于天然薄荷醇为原料合成的凉味剂WS-3混合物,控制精馏温度在120~160 ℃条件下进行精馏,调节蒸馏回流比为6∶1~10∶1,减压精馏,分离出含量≥97%的左旋WS-3,再通过丙酮结晶出固体左旋WS-3,与此方法相比,减压调节回流比精馏过程漫长,每批次精馏生产操作时间与该方法相比的粗蒸馏时间长近30 h,高温长时间蒸馏,其能耗较大,并且在高温150 ℃蒸馏过程中,产品出现分解、焦化,长时间高温蒸馏,无形中增加了目标产品香气的处理难度;采用粗蒸/闪蒸,减少蒸馏时间,减少了焦化、分解,闪蒸将左旋薄荷酰胺含量提高至90%,再按(0.1∶0.9)复配石油醚(60~90)与丙酮为结晶溶剂,与粗料左旋薄荷酰胺(1∶1)结晶,比单一采用丙酮结晶,提高了10%~15%的结晶效率,产品与最初采用单一溶剂结晶质量无较大差异,左旋薄荷酰胺满足产品质量标准。
参考文献
[1]陈卫华.盐酸肼屈嗪、拉米夫定和左旋薄荷酰胺的合成[D].济南:山东大学,2009.
[2]陈为民,骆希明,高萍.高效清凉剂薄荷酰胺的合成[J].牙膏工业,2008(3):33-35.
[3]叶润华,杨晓丽,姜惠灵.工业碳酸钠提纯实验[J].纯碱工业,2021(1):10-12.
[4]王建新,聂侃,罗玲玲.凉味剂左旋薄荷酰胺的合成[J].香料香精化妆品,2004(4):5-6.
[5]苏伟怡,刘星,郝琪,等.添加剂对氨基酸多晶型溶液结晶过程影响的研究进展[J/OL].化工进展:1-11[2021-06-09].https://doi.org/10.16085/j.issn.1000-6613.2020-1787.

相关热词搜索:
[责任编辑:]

 Mettler-Toledo 在中国国际渔业博览会上展示创新的产品
Mettler-Toledo 在中国国际渔业博览会上展示创新的产品
 食品异物问题频发?是时候了解X射线检测了
食品异物问题频发?是时候了解X射线检测了
 开拓科技创新,撬动橡塑业高质量发展
开拓科技创新,撬动橡塑业高质量发展
 梅特勒托利多针对“难以发现”的污染物推出高品质X射线检
梅特勒托利多针对“难以发现”的污染物推出高品质X射线检
 探索婴幼儿辅食市场高质量发展之路,为宝宝成长保驾护航
探索婴幼儿辅食市场高质量发展之路,为宝宝成长保驾护航
 《食品安全最佳实践白皮书(2021-2022年)》四大主题发布
《食品安全最佳实践白皮书(2021-2022年)》四大主题发布
 《保健食品真实世界研究通则》团标技术审查与特食跨
《保健食品真实世界研究通则》团标技术审查与特食跨
 凝聚全球食饮智慧 SIAL西雅展国际化水平再创新高
凝聚全球食饮智慧 SIAL西雅展国际化水平再创新高
 精准把控 高质发展,第三届微生物安全与应用会议在
精准把控 高质发展,第三届微生物安全与应用会议在
 《食品行业科技创新白皮书》重磅发布!
《食品行业科技创新白皮书》重磅发布!



参与评论